Dr.Al
Old Oak
This is a project I've wanted to have a go at for a while. I think there's a fairly high chance it'll end up going through several iterations as I discover all the design problems but I think the journey will be interesting nevertheless.
I'm going to make myself a bench plane. I don't really need any more planes (although my collection is tiny compared to @AndyT's), especially not bench planes, but I like making tools and I find it really satisfying to be able to use tools I've made on other projects. The plan is for it to be somewhere in between a #4 and #4½ in size (probably the length of a #4½ but a width closer to that of a #4). Part of the reason for choosing that width is simply the material I've got at the moment but regardless I'm aiming for a relatively small plane.
I had a rummage around and these looked like the best bits of material I had:

That big bit of beech to the right is really badly cracked, ruling it out sadly. I had thought (after only looking on one side) that there would be enough to take a slice out of it and use that, but on closer inspection I realised that it wasn't going to be much use for anything other than firewood. The darker wood at the back was something I picked up in an antique shop, sold as a mahogany lintel. That's a definite option and I'll almost certainly use it for the plane's handle, but the initial plan is to use the other piece of beech for the body (with a brass base giving it extra strength). This gives an idea of the sizes of the main bits of material:

I'm aiming for a 70 mm body width, which means there isn't much excess material on the sides of that lump of rough-sawn beech. The brass plate is about 3 mm thick and 75 mm wide. I probably would have gone for a 75 mm body width by preference but I don't have any appropriate wood that is thick enough. The steel bar (gauge plate, also known as O1 tool steel) is 50 mm wide and 5 mm thick. I'm going to use that for the blade and also for a cap iron.
The first job (after spending quite a bit of time playing around with a CAD model, which I haven't completely finished yet) was to bandsaw the big lump of beech up:

The base surface got planed flat with my wooden jack:

I've no idea why I did that in the vice rather than using planing stops, but it worked fine. I then very carefully planed down the sides so that they were square with the top, but taking as little off as possible to maximise the final width. I could then mark the shape of the body onto the side with a pencil:

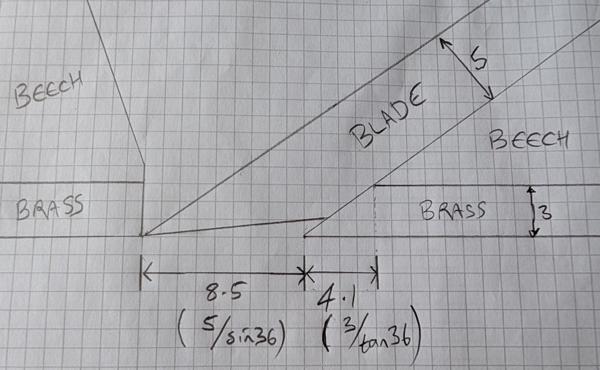
It's quite slim at front and back (25 mm plus the 3 mm brass thickness). Hopefully that will be enough for a strong enough body; I'm working on the assumption that the brass will help a lot with stiffness. Worst case I'll be thinking about a version 2 with steel sides but I'd rather err on the side of keeping the weight down for now.
I'm going to make myself a bench plane. I don't really need any more planes (although my collection is tiny compared to @AndyT's), especially not bench planes, but I like making tools and I find it really satisfying to be able to use tools I've made on other projects. The plan is for it to be somewhere in between a #4 and #4½ in size (probably the length of a #4½ but a width closer to that of a #4). Part of the reason for choosing that width is simply the material I've got at the moment but regardless I'm aiming for a relatively small plane.
I had a rummage around and these looked like the best bits of material I had:
That big bit of beech to the right is really badly cracked, ruling it out sadly. I had thought (after only looking on one side) that there would be enough to take a slice out of it and use that, but on closer inspection I realised that it wasn't going to be much use for anything other than firewood. The darker wood at the back was something I picked up in an antique shop, sold as a mahogany lintel. That's a definite option and I'll almost certainly use it for the plane's handle, but the initial plan is to use the other piece of beech for the body (with a brass base giving it extra strength). This gives an idea of the sizes of the main bits of material:
I'm aiming for a 70 mm body width, which means there isn't much excess material on the sides of that lump of rough-sawn beech. The brass plate is about 3 mm thick and 75 mm wide. I probably would have gone for a 75 mm body width by preference but I don't have any appropriate wood that is thick enough. The steel bar (gauge plate, also known as O1 tool steel) is 50 mm wide and 5 mm thick. I'm going to use that for the blade and also for a cap iron.
The first job (after spending quite a bit of time playing around with a CAD model, which I haven't completely finished yet) was to bandsaw the big lump of beech up:
The base surface got planed flat with my wooden jack:
I've no idea why I did that in the vice rather than using planing stops, but it worked fine. I then very carefully planed down the sides so that they were square with the top, but taking as little off as possible to maximise the final width. I could then mark the shape of the body onto the side with a pencil:
It's quite slim at front and back (25 mm plus the 3 mm brass thickness). Hopefully that will be enough for a strong enough body; I'm working on the assumption that the brass will help a lot with stiffness. Worst case I'll be thinking about a version 2 with steel sides but I'd rather err on the side of keeping the weight down for now.



















































")
") .
.