Today's been a bit of a "bitty" day with lots of sessions in the workshop and various unrelated obligations in between. Nevertheless, I'm pleased with the progress I've made. The project for today was to work on the lever cap. It started off as this length of 10 × 50 mm
304 stainless steel:
That got chopped in half, daubed in Dykem and marked (by tracing round a 3D-printed template):
Milling stainless steel isn't my favourite thing to do, so to make life a bit easier for my mini milling machine, I cut as much off as possible with the bandsaw:
After fitting the rotary table to the milling machine and centring the axis on its centre, I used this 3D-printed set-up aid to put the part into the right place on the table:
After adding a second clamp, I could then mill the 80 mm radius curve. After turning the part round and flipping the set-up aid over, I could also do the other side:
The thin aluminium sheet underneath the part is there to allow me to cut all the way through the lever cap without risking damage to the rotary table's surface.
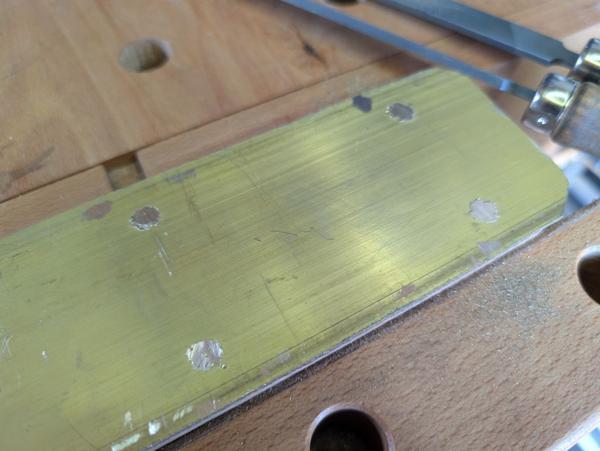
I picked a side to be the top and did a bit of flattening on some wet-and-dry paper, starting with 120 grit and then progressing to 240 grit:
I'm not aiming for a super high polished finish, I just wanted a fairly flat surface for what I was about to try next. You'll notice from the photo that I haven't flattened it all the way to the edges. It's only the centre bit that mattered to me so that's fine.
Last year I bought a new 3D printer. As well as being able to 3D print, it has a laser attachment (which I've used mostly for engraving my logo into some bits of wood but also used to ablate paint on brass so that I could then acid etch my logo into brass discs) and a vinyl cutting module. Up until today I've never tried the vinyl cutter and I thought this would be a good excuse to do so.
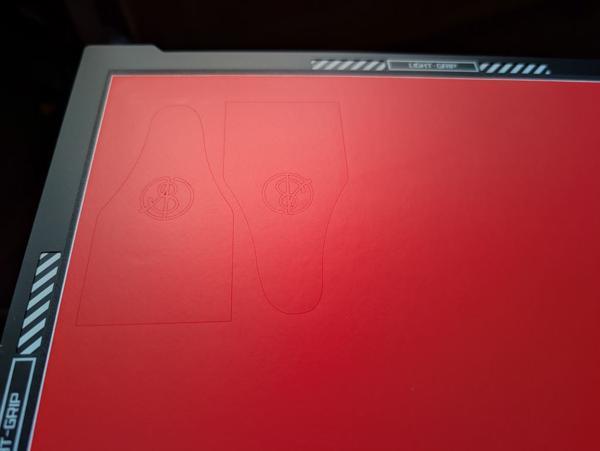
After going through the various calibration routines suggested, I placed a sheet of matt removable vinyl onto the bed and set the cutter going:
This is what it looked like.
You may have to squint to see the outline, but it's there! I did two in case the first one didn't work.
I'd also got some so-called "transfer tape", which is used to transfer the cut vinyl pattern onto the end part. I placed that over the entire cut area (with hindsight, it would have been better to "weed" out the bits I didn't want before applying the tape, but it worked well enough).
After transferring the vinyl onto the lever cap, I weeded out the unwanted bits:
It was then time to try another technique I've ever used: salt water electro-etching. This is the kit I assembled:
In the top-left is a home-made bench power supply (it's just an old PC power supply with the various voltages brought out to 4 mm sockets). In the top-right is salt water (brine) mix, which is made simply by putting some water in a cup and then adding table salt until it stops dissolving. The cotton buds and cotton buds are options for applying the salt and electricity.
The positive voltage terminal (I used 12 V but I've read that a 9 V PP3 battery works fine) gets connected to the part and then the negative (0 V) terminal is applied to the salt solution. Most guides I'd read on this suggested using the cotton buds, dipping in salt water and then holding the cotton bud with the crocodile clip. That worked but seemed quite slow and awkward and I managed to knock the tiny bit of vinyl in the middle of the "A" part of my logo off with the cotton bud, which was a shame but not the end of the world.
I found a better method was to use a piece of cotton pad, saturated in the salt water solution and rubbed with the side of the 4 mm banana plug:
After 5 minutes or so of etching, I rinsed the part in water and peeled off the vinyl:
It then got a couple of coats of black matt spray paint...
... before being sanded again:
There's still quite a lot of work to do on this part and usually I'd do things like logo marking after everything else was finished, but I wasn't very confident in my likelihood of success so I decided to do the etching before going too far and that way I could sand it off or start again without having lost too much time. In the end it worked well enough I think, so I could continue.
I'm going to use a small pad under the lever cap screw to spread the pressure from the screw on the cap iron. The design will hopefully be similar to the ones used on the Veritas low angle planes. That pad means that, even with the screw fully retracted, the lever cap will be at an angle to the cap iron and blade. That angle has a fringe benefit that it'll provide some of the required clearance over the "nut" that's built into the cap iron.
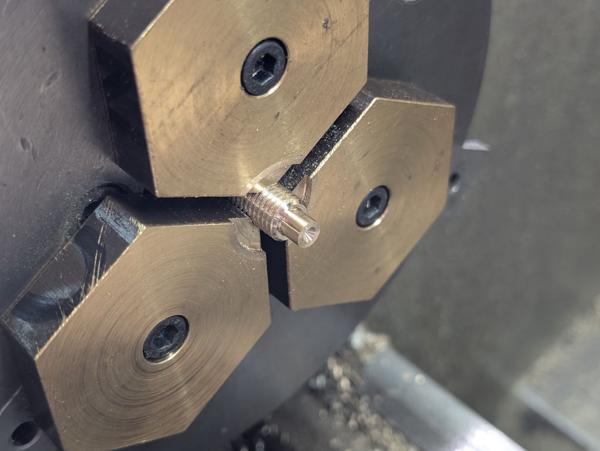
Since the lever cap will always be at a slight angle, I figured I might as well drill the two holes that go through it an angle as well. The angle of the holes won't be perfect (as the lever cap angle will vary with how far the screw moves), but it'll be better than having it square to the lever cap's face. As before, I set the angle in the milling vice with a digital angle gauge, aiming for 5° but not being too fussy:
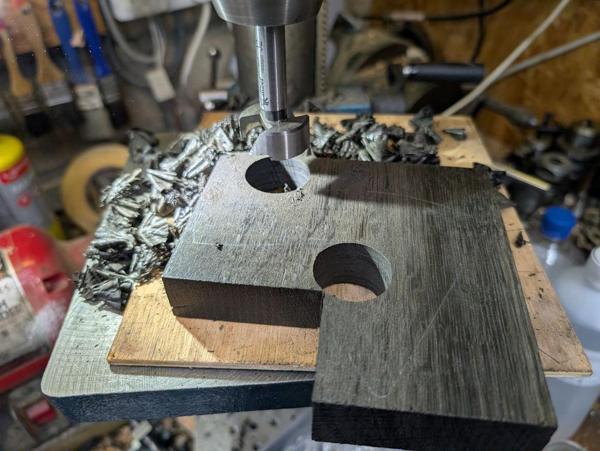
After adding a cap screw and nut as a jack on the outer end for a bit of extra support, I drilled the two holes.
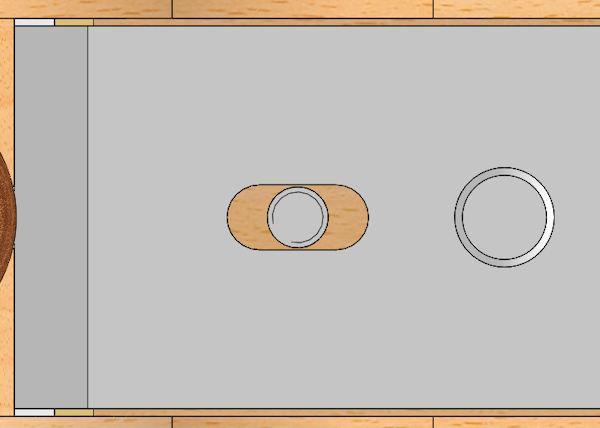
The one on the left is 9 mm through with a 14 mm flat surface added with an end mill (the flat surface gives the nut that the lever cap will act against something to press against). The right-hand hole was drilled 6.8 mm and tapped M8.
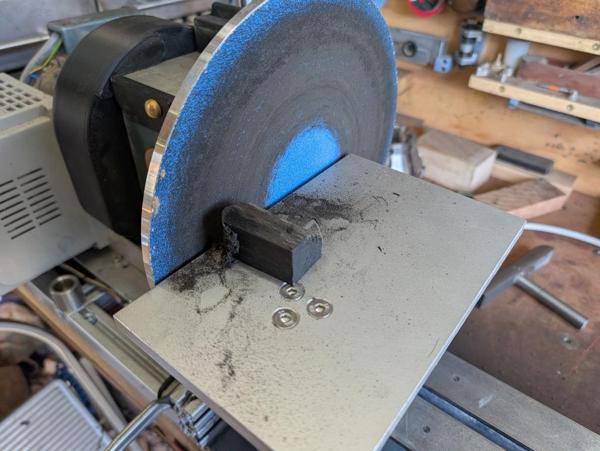
After resetting the lever cap at a steeper (but somewhat arbitrary) angle in the mill vice, I milled the tip down a bit to give some clearance for shavings:
The 5° angle of the lever cap isn't quite enough to completely clear the cap iron's protruding nut, so I gave my little milling machine a slightly hard life and milled a pocket out of the back with a 12 mm carbide end mill:
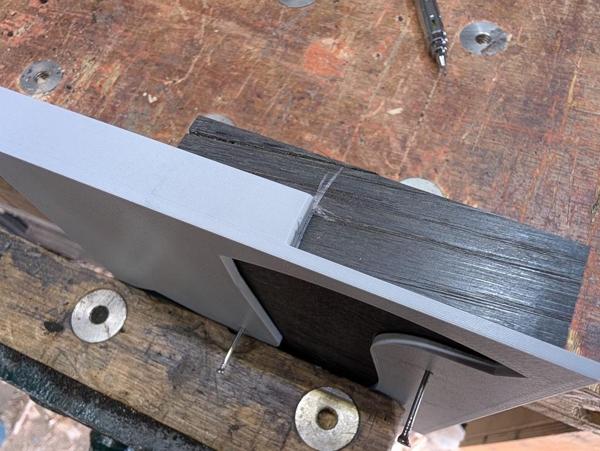
With that (and a bit of deburring) complete, the lever cap body is done and I could do a test fit using some standard hardware for now, along with an off-cut of aluminium sheet to protect the cap iron surface from the big M8 cap screw's tip:
It seems to work well, applying plenty of force to hold the blade rigidly. Tomorrow I'll get started on some of the remaining metal hardware: the knurled nut to replace that M6 nut at the bottom of the lever cap, the brass knurled knob and pressure pad for the top of the lever cap and if time allows I'll also get started making the adjustment mechanism.



































































 )
)