Lons
Old Oak
Al
Are you sure you haven't got half a dozen little helpers? Your progress is amazing. :eusa-think:
Are you sure you haven't got half a dozen little helpers? Your progress is amazing. :eusa-think:
Lons":3so4bzrn said:Al
Are you sure you haven't got half a dozen little helpers? Your progress is amazing. :eusa-think:
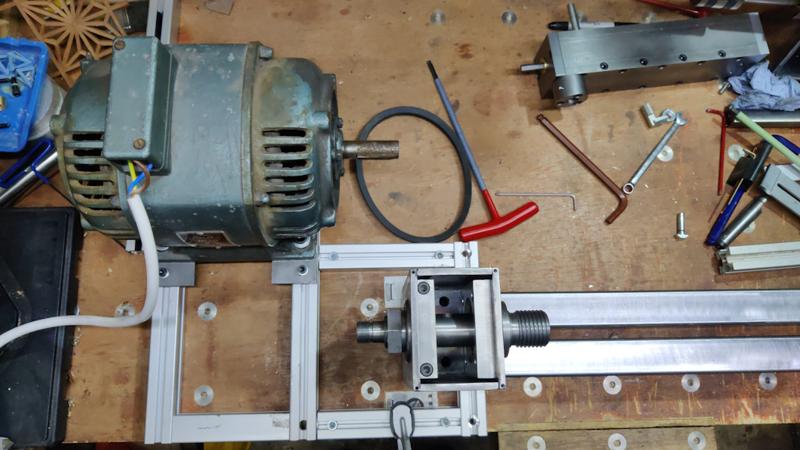
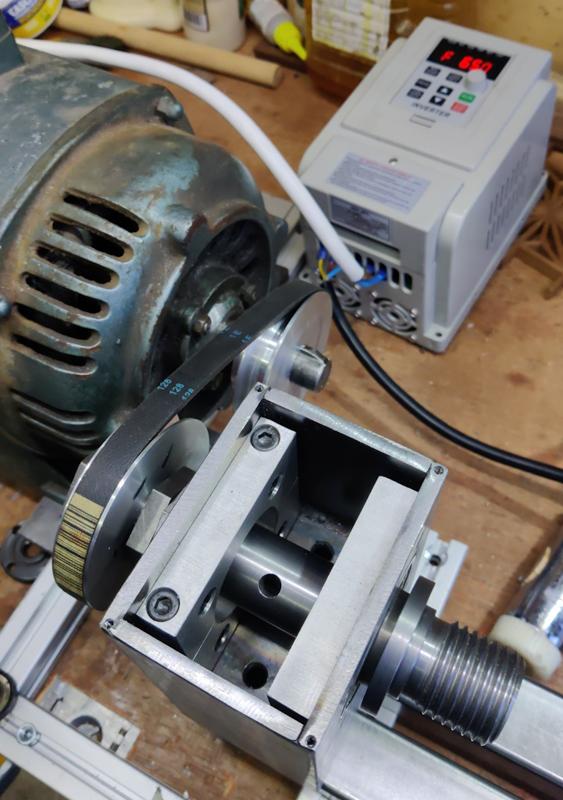
Andyp":4z31mo9j said:I wouldn’t, of course, know how but could you not do away with the belt and pulley and have a direct drive?


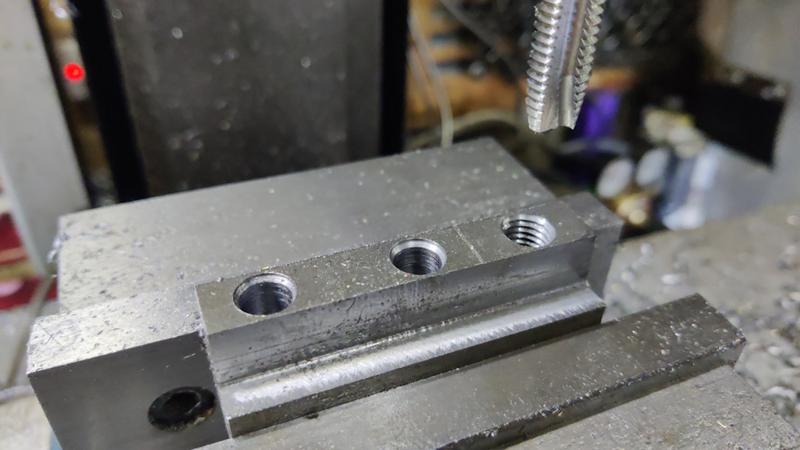








If I'm reading it right - and I'm sure Al will correct me if I'm not - the 12mm pin is a snug fit between the two halves of the bed, and the 6mm slightly-offset hole has an M6 screw attaching it to the base of the tailstock. By loosening that screw and rotating the pins, he can effectively shim the tailstock to one side or another.Mike G":39jtrfny said:Why would you need to drill an off-centre hole through a pin? (Asks Mike, who has no idea what the pins are for.....)
Mike G":2s2ijwfi said:You've completely and utterly lost me, Al. All I can say is that it looks like you know what you're doing.
Why would you need to drill an off-centre hole through a pin? (Asks Mike, who has no idea what the pins are for.....)
Mike G":1o7t4zbx said:It does, thanks.......but it raises other questions. Why not just machine everything perfectly straight and with no tolerance, such that you don't need adjustment?

















Andyp":eb891qf3 said:What do you do with all that ally swarf Al?


Lons":mx06er5n said:Hi Al
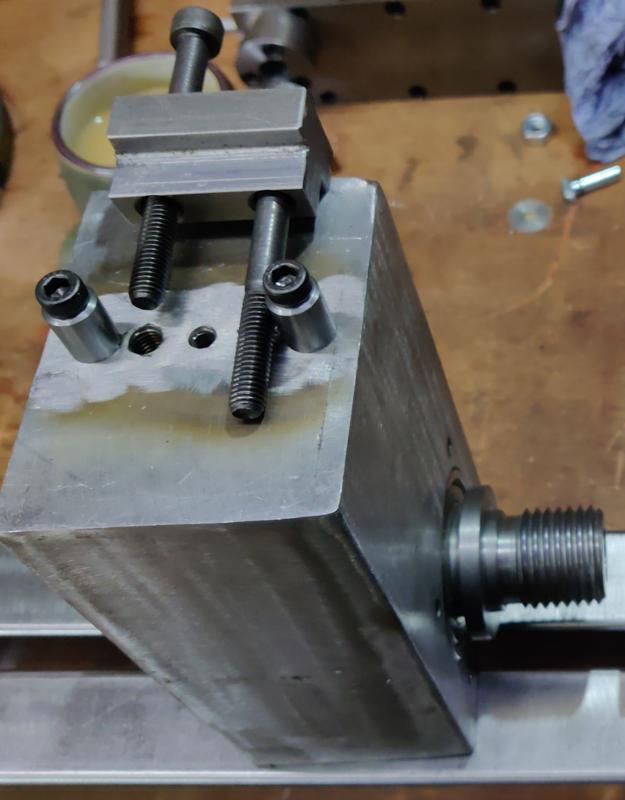
Can I ask what is probably a silly question re the motor spindle?
Faced with that size issue my immediate thought would be to spin the motor and use a fine file / abrasive on the spindle rather than work on the pulley. Would that have worked?
That makes senseDr.Al":3ehkyuya said:Lons":3ehkyuya said:Hi Al
Can I ask what is probably a silly question re the motor spindle?
Faced with that size issue my immediate thought would be to spin the motor and use a fine file / abrasive on the spindle rather than work on the pulley. Would that have worked?
Not a silly question at all. It would have worked well, if and only if I could have removed the key. I'm not sure how the key is held into the keyway slot (possibly just corrosion), but I couldn't shift it.






Mike G":23opublf said:Magnificent, Al.
:text-bravo: :text-+1:Mike G":rv5nu48y said:Magnificent, Al.
Lons":13tqlqoh said:Nearly there. :eusa-dance:
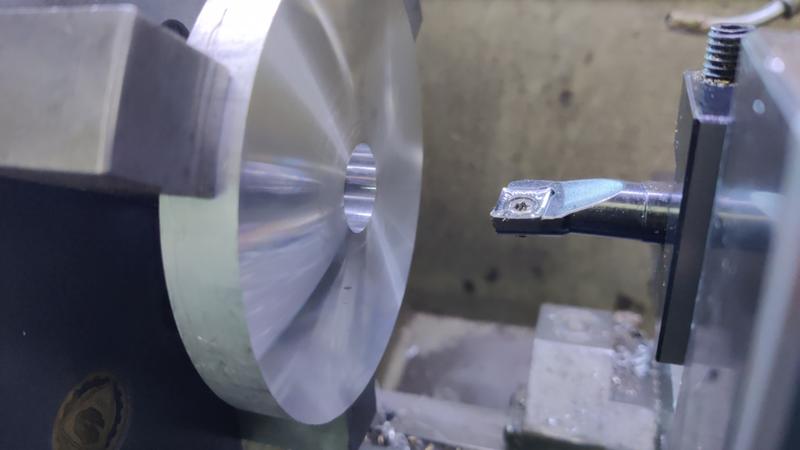
Lons":13tqlqoh said:It might be worth making a face plate to fit on to the thread of the spindle shaft Al. they can be very useful at times, and a pen mandrel and loads of other additions, it's a deep hole. :lol:
")
")
AJB Temple":26pluvuj said:Actually when I come to think about it, I am surprised by how much work goes into making a DIY wood lathe. In my case I only do turning where necessary, and although the course I did at Axminster had lovely big speed controlled lathes, mine at home is a second had Record CL something where you have to shift a belt over (which I hardly ever do). It's basically a rudimentary heavy metal floor stand, two big round solid bars for a bed, a motor at one end and a pointy bit at the other end. The rests are really quite basic. It will do bowls, vases, spindles and wooden pot lids etc quite happily. Only gave £100 for it from a very nice chap on UKW. I did buy a chuck from Ax and that is by far the most complicated bit of engineering on the lathe.
I think yours will do pretty much everything you need Al unless you get into very complex turning. And with your penchant for precision, that is entirely possible :lol:
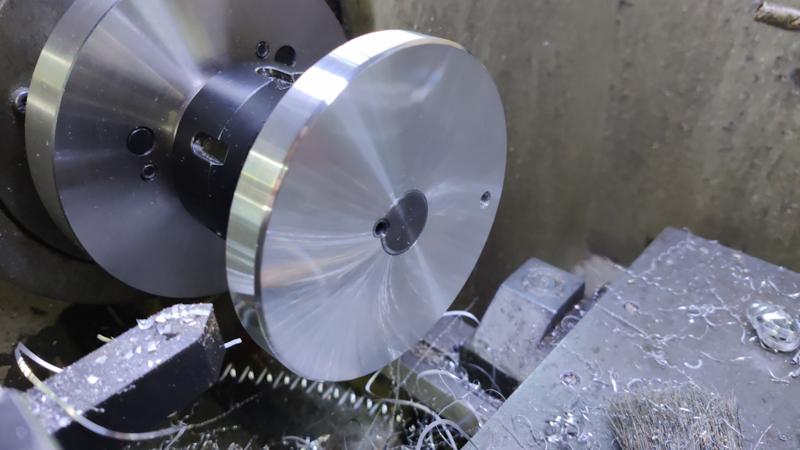
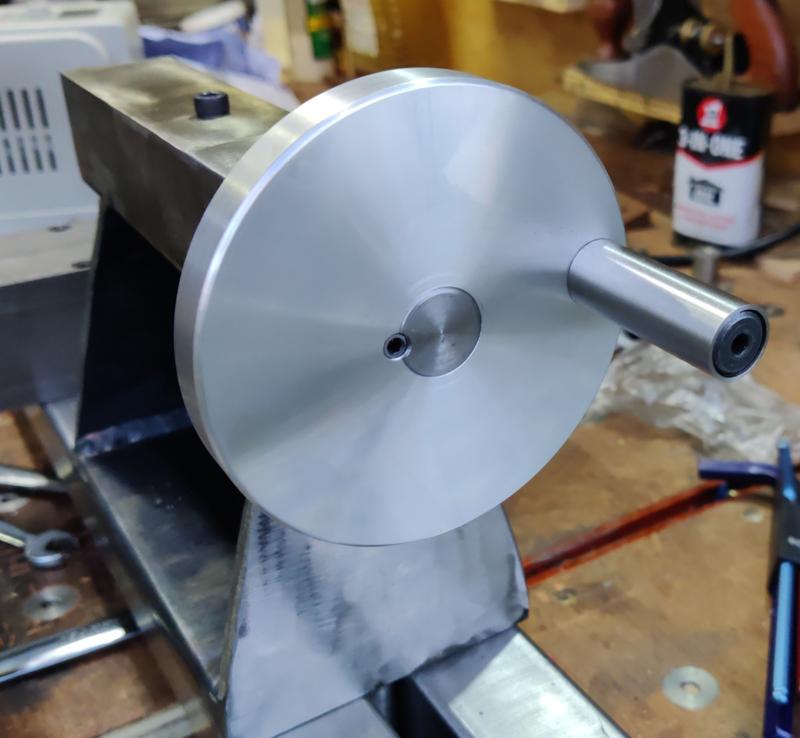
). It's been an interesting project though: definitely the most challenging metalwork project I've ever done and it's good to stretch myself.Lons":26pluvuj said:Even I managed to make a faceplate for my last lathe Al so it must be easy and for someone with your set up and skill it's a doddle. A 100mm or 150mm steel plate is around £30 - £40. I'd be saying "HOW MUCH?"
Lons":26pluvuj said:Am I right in thinking that once it's finished and you've turned a few things you'll lose interest a bit and look for another project? I'd suspect most of the enjoyment and satisfaction comes from making the machine and solving the problems, or am I barking up the wrong tree.
). Making turned "products" (bowls, pens etc) doesn't greatly interest me. I'm sure the lathe will get used quite a bit for tool handles and later for things like drawer pulls, but there aren't many things that come to mind that I can see myself making. Never say never of course.AJB Temple":126v2uhf said:I know people enjoy making pens but I doubt many get used much these days.
AJB Temple":mdez404s said:I expect you are right Bob.

AJB Temple":q3iq29yj said:It's a generation thing. Schools use pens as do some people brought up in the pen age. Outside of that for people under 30, pennery almost totally replaced by phonery, apps & voice recognition (Siri, Alexa etc). Penxtinction lies ahead as the pen drawer slowly becomes the pen grave